
Мы будем использовать пополнение и управление буфером, чтобы у нас всегда были подходящие товары в нужном месте в нужное время.
Мы уже определили ограничение в нашей системе – ограниченное количество покупателей. Мы также пришли к пониманию того, какой стратегии необходимо придерживаться, чтобы преодолеть текущие проблемы нашей системы дистрибуции. Мы будем использовать пополнение и управление буфером, чтобы у нас всегда были подходящие товары в нужном месте в нужное время. Так что же нам необходимо сделать и с чего начать?
Как мы уже знаем, пополнение зависит от частоты – чем чаще мы можем пополнять, тем меньший буфер потребуется нам для каждого узла. От чего же зависит общая частота? От темпа производства продукции. Неслучайно цепь поставки полностью зависит от производства, потому что нам необходимо сократить время выполнения заказа на производстве, размер партий, и запас готовой продукции для того, чтобы увеличить темп производства и тем самым значительно улучшить цепь поставки.
Действительно, предположим, что у нас есть внешнее ограничение продаж, и поэтому мы уже использовали барабан-буфер-канат на стадии производства или обработки заказов. Но если мы посмотрим на это, как на автономную ситуацию дистрибуции, то увидим, что стадия обработки заказов находится вне сферы нашего контроля или влияния, и поэтому ее нужно воспринимать как внешнего поставщика (и возможно менее надежного). Мы уже рассмотрели, как можно использовать буферы пополнения для защиты продаж в таких условиях. В данной ситуации у нас может не получиться сократить количество уровней цепочки поставки в той же степени, как если бы мы могли контролировать производство. Однако это и не является целью, так как основная цель – увеличить пропускную способность за счет снижения упущенных продаж.
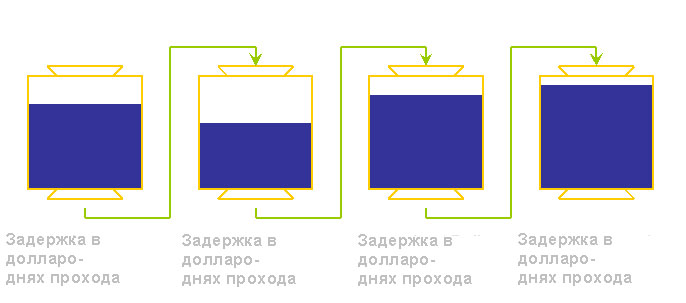
Для того чтобы упускать как можно меньше продаж, необходимо определить место, в котором заключается наименьшая погрешность распределения и наименьшая погрешность прогнозирования. Конечно, этим местом являются запасы готовой продукции на заводе. Поэтому с этого места нам и следует начинать. Мы должны выбрать такой размер буфера запасов готовой продукции, чтобы должным образом обеспечить нижестоящие узлы, ожидая одновременно пополнения вышестоящих узлов с завода. Мы обеспечили безопасность в том месте, которое позволяет защитить всю систему целиком. Давайте изобразим это на схеме.

По сути, решение проблемы дистрибуции заключается в том, чтобы организовать буферы пополнения подходящего размера на всех узлах каждого уровня. Фактически каждый узел и представляет собой буфер пополнения. Это и так понятно, скажете вы. Возможно, но из этого следует несколько важных выводов. Мы снижаем погрешность распределения и избавляемся от погрешности прогнозирования. Давайте подытожим.
Использование буферов пополнения и увеличение частоты пополнения запасов автоматически регулирует процесс в соответствии с целью.
Еще раз повторим, что наша цель заключается в увеличении пропускной способности, но очень часто следствием этого становится сокращение локальных запасов, или даже запасов внутри всей системы. Если мы будем накапливать запасы на заводском складе и сможем сократить время выполнения заказа на производстве наполовину, то мы также сможем сократить количество готовой продукции на заводском складе наполовину и в гораздо большей степени в других частях системы. Сокращение запасов является следствием достижения цели увеличения пропускной способности (прохода) путем повышения частоты пополнения запасов.
По сути, мы синхронизировали всю цепочку поставки путем создания буфера на каждом узле, размеры которого определяются в соответствии с объемами поставки и их изменениями на входе и объемом спроса и его изменениями на выходе.
Пополнение является тем шагом эксплуатации или двигателем, который приводит в действие изменения в цепи поставки. Теперь нам надо решить, как выстроить данную цепь поставки так, чтобы максимально использовать ограничение системы. Давайте это рассмотрим.
Меры по увеличению локальной производительности
Рассматривая тему пополнения, мы описали размер буферов, длительность повторных заказов и длительность пополнения запасов как основные показатели, определяющие характер системы. Ранее мы использовали слово «план» для описания наилучшего варианта использования системы. Было заявлено, что план является всего лишь набором инструкций для обеспечения своевременного и подходящего выпуска продукции. В цепях дистрибуции инструкции и план внедряются исходя из того, как мы выстраиваем систему.
В разделе, посвященном пополнению, мы также описали менеджмент буфера как функцию контроля, необходимую по мере достижения нужного размера буфера. Еще раньше мы определяли субординацию как отклонение от плана. Таким образом, менеджмент буфера является системой контроля и способом регулирования степени отклонения от плана. Менеджмент буфера позволяет выстраивать правильную субординацию в системе.
Голдратт считает, что есть два варианта отклонения от плана:
- Не делать то, что было запланировано.
- Делать то, что не было запланировано.
Давайте попробуем применить это при создании буферов пополнения.
Обычно мы можем считать, что неделание того, что было запланировано, приводит к созданию задержки. У нас есть достаточная защита на каждой стадии нашей цепи дистрибуции, и поэтому если какой-то шаг запаздывает, скорее всего, это произошло из-за того, что не были предприняты какие-то запланированные действия. Мы можем выразить эту задержку в виде значения долларо-дней прохода.
Мы можем рассчитать это значение, если вычтем из общей стоимости продаж полностью переменные затраты и полученный результат умножим на количество дней задержки в системе или подсистеме. Следовательно, чем длиннее задержка, тем больше значение долларо-дней прохода, и чем более затратна эта задержка, тем больше значение долларо-дней прохода. Долларо-дни прохода должны присоединяться к нагрузке на буфер в зоне 1 для внутренних измерений в подсистеме. Мы не хотим, чтобы ситуация ухудшилась настолько, чтобы затронутым оказывался следующий узел цепи. В связи с этим буферы цепи поставки ведут себя как складские буферы в условиях работы на склад. Для ознакомления с более детальным описанием этих идей обратитесь к странице, посвященной деталям внедрения в производстве.
Дополнением к защите от того, что еще не сделано, является защита от того, что не должно было иметь место, но было сделано. В общем, это можно рассмотреть как наличие слишком большого количества запасов, которые задерживаются дольше, чем следует. Мы можем обозначить процесс ожидания при помощи значения долларо-дней запасов. Его можно рассчитать если взять затраты на сырье и умножить их на количество дней нахождения сырья в системе или подсистеме. Сырье, которое задерживается слишком долго, быстро увеличивает значение долларо-дней запасов.

Мы можем использовать два данных значения для того, чтобы регулировать подсистемы в соответствии со всей системой. Отставание в виде долларо-дней прохода к следующему узлу должно быть равно нулю, а значение долларо-дней запасов, ожидающих на каждом узле должно быть постоянным или сокращаться. Эти меры представляют собой систему контроля дистрибуции. Они позволяют добиться правильной субординации частей системы целому.
Дистрибуция не сводится к пополнению
Дистрибуция не сводится к простому пополнению, и замена прогнозирования пополнением с использованием буферов позволяет избежать одного типа ошибок – ошибок прогнозирования. Так может быть стоит считать дистрибуцию простой системой пополнения через линейную цепь поставки, состоящую из независимых поставщиков или зависимых узлов? Однако есть несколько причин, по которым дистрибуцию нельзя свести к простому пополнению.
- Мы должны объединять спрос из различных точек продаж.
- мы должны свободно подчинять начальные узлы точкам продаж.
- Мы должны устанавливать защиту там, где это позволит защитить систему лучше всего.
Из всех пунктов самым важным является установка защиты там, где это позволит защитить систему лучше всего. Это позволяет избежать другого важного типа ошибок – ошибок распределения. Самое лучшее место для размещения защиты расположено там, где находятся самые значительные объемы, ближе всего к заводу. Мы можем ограничить общий объем запасов на складе готовой продукции завода и в других местах путем увеличения общей частоты дозаказов и уменьшение времени пополнения запасов. Так как дистрибуция имеет дело с рассеянной цепью поставки, это не просто частный случай пополнения запасов.
Продолжение следует…
Автор: Dr K. J. Youngman
Источник

Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишись на наш Telegram-канал и получи книгу в подарок!